



圆柱检验棒丈量滚齿机主轴差错修理
发布日期:2018/5/26 11:15:11
刀具心轴活动轴承座轴承孔与刀具主轴轴心线的不同
查验方法 保定滚齿机修补,滚齿机主轴修补,滚齿机主轴查验棒咨询热线:13931714443 何经理
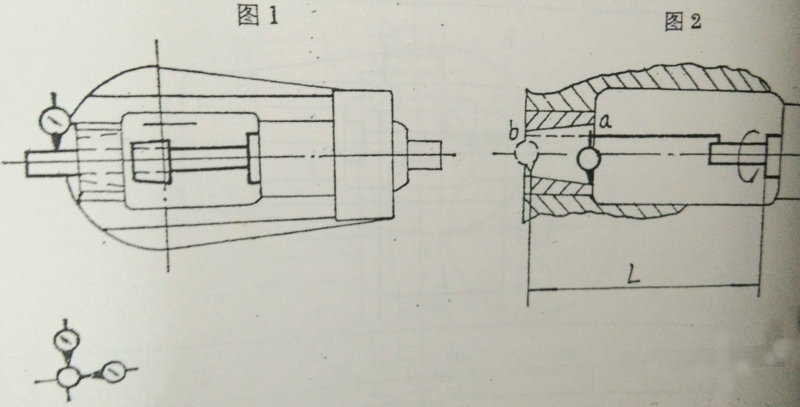
(1)如图1,在刀具主轴锥孔中装查验棒,查验棒上套查验套。固定轴承座。安排测示计,使其测头触及查验棒圆柱表面。推动查验套进入和退出轴承孔,分别按图示a、b两方位进行查验。a、b的测量效果应是消除查验棒挠度影响后 测示计读数的最大差值。
然后,旋转刀具主轴180度再相同查验一次。a、b的过失分别核算。以各自两次测量效果的代数和的一半,就是不同轴度的过失。
(2)如图2,刀具主轴上安排测示计,使其测头触及活动托架轴承孔两端的a、b处,旋转刀具主轴进行查验。
a、b的过失分别核算。(消除查验棒浇度后的)测示计数读数的最大差值的一半,就是不同轴度的过失。
切向刀架刀具主轴轴心线对切向滑座移动的不平行度
查验方法
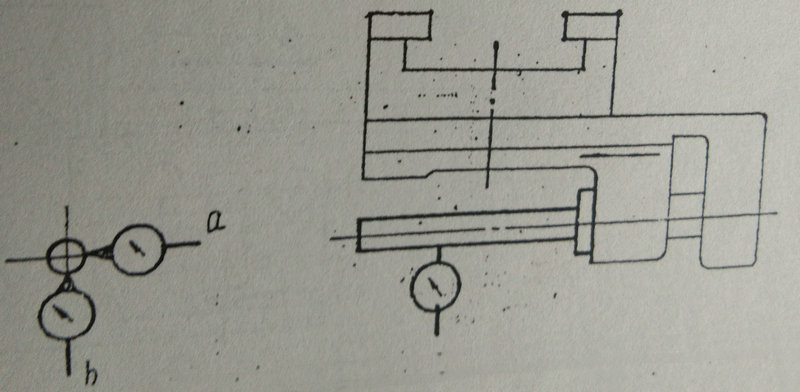
在刀具主轴锥孔中装查验棒。安排测示计,使其测头触及查验圆柱表面。移动切向滑座,分别按图示a、b两方位进步行查验。a、b的测量效果,应是消除查验棒挠度后的测示计读数的最大差值。然后,旋转刀具主轴180度,再相同查验一次。a、b的过失分别核算,以各自两次测量效果的代数和的一半,就是不平行度的过失。注:本项相同适用于组合刀架。
上一篇:合理的操控焊接渠道的分量
下一篇:花岗石渠道被污染的原因有哪些?
新闻中心
联系我们
电话:0635-3831888
手机:18663023918
邮箱:sdxtjm16@163.com
地址:山东高唐县赵寨子工业区
友情链接:
ICP备案编号:鲁ICP备09079323号
ICP备案编号:鲁ICP备09079323号